26 novembre 2025
Sbloccare la produttività manifatturiera con l'efficacia complessiva delle attrezzature (OEE)

L'eccellenza nella produzione richiede molto più che il semplice funzionamento delle attrezzature: richiede tempi di produzione realmente produttivi, in cui ogni minuto contribuisce alla qualità del risultato finale.
L'efficacia complessiva delle attrezzature (OEE) funge da indicatore chiave di prestazione fondamentale per misurare l'efficienza con cui le attrezzature di produzione convertono il tempo di produzione pianificato in prodotti di valore.
Questa guida completa esplora tutto ciò che occorre sapere sulla misurazione dell'OEE, dai calcoli di base alle strategie di implementazione avanzate che favoriscono il miglioramento continuo nella produzione moderna.
Comprendere e implementare l'efficacia complessiva delle attrezzature (OEE) trasforma gli approcci di manutenzione reattiva in strategie proattive che migliorano sistematicamente la produttività manifatturiera eliminando gli sprechi. Che siate appena all'inizio del vostro percorso o che stiate cercando di ottimizzare i sistemi esistenti, questa guida fornisce le informazioni pratiche necessarie per ottenere prestazioni di produzione di livello mondiale.
Che cos'è l'efficienza complessiva delle attrezzature (OEE)?
L'Overall Equipment Effectiveness (OEE) è un indicatore di best practice nella produzione che misura l'utilizzo delle attrezzature rispetto al loro pieno potenziale durante il tempo di produzione programmato. In sostanza, l'OEE rivela la percentuale di tempo di produzione realmente produttivo, ovvero il tempo in cui le attrezzature funzionano alla massima velocità possibile producendo unità conformi agli standard di qualità.
Un punteggio OEE perfetto del 100% rappresenta l'ideale teorico in cui le attrezzature di produzione realizzano solo pezzi conformi alla massima velocità e senza tempi di fermo macchina. In realtà, la maggior parte delle aziende ottiene punteggi OEE compresi tra il 40 e l'85%, il che lo rende sia un parametro di riferimento per le prestazioni attuali sia una base di riferimento per identificare le perdite sottostanti nel processo di produzione.

L'OEE funge sia da strumento diagnostico che da punteggio delle prestazioni, combinando tre fattori critici in un unico valore percentuale:
- Disponibilità: misura il tempo di funzionamento delle attrezzature durante la produzione pianificata.
- Prestazioni: confronta la velocità effettiva con la velocità massima possibile.
- Qualità: tiene traccia del rapporto tra unità conformi prodotte e unità totali.
Il potere della misurazione dell'OEE risiede nella sua capacità di identificare aree specifiche in cui intervenire per migliorare, fornendo al contempo importanti informazioni sulle cause alla base delle inefficienze produttive. Anziché limitarsi a monitorare le prestazioni complessive delle attrezzature, i dati OEE consentono di intervenire in modo mirato per ridurre i tempi di fermo, migliorare la qualità e ottimizzare la velocità di produzione.
Questo efficace indicatore costituisce la base per un processo decisionale basato sui dati nei processi di produzione, aiutando i team a monitorare sistematicamente i miglioramenti e a concentrare le risorse dove avranno il maggiore impatto sulla produttività manifatturiera.
Metodi di calcolo dell'OEE
Comprendere come calcolare correttamente l'OEE costituisce la base di qualsiasi implementazione di successo. Esistono due approcci principali al calcolo dell'OEE, ciascuno dei quali offre diversi livelli di approfondimento sulle prestazioni del processo di produzione.
Metodo di calcolo semplice
L'approccio diretto utilizza questa formula OEE: OEE = (Conteggio buono × Tempo di ciclo ideale) / Tempo di produzione pianificato
Questo metodo richiede tre dati chiave:
- Good Count - il numero di pezzi di qualità prodotti che soddisfano gli standard
- Tempo di ciclo ideale: il tempo di produzione più veloce possibile per pezzo in condizioni ottimali.
- Tempo di produzione pianificato - semplicemente il tempo di produzione pianificato previsto per la fabbricazione
Ad esempio, se un'apparecchiatura produce 400 unità conformi in un turno di 8 ore con un tempo di ciclo ideale di 1,2 minuti per unità: OEE = (400 × 1,2) ÷ 480 = 480 ÷ 480 = 100%
Metodo preferito a tre fattori
L'approccio più completo calcola l'OEE moltiplicando il conteggio positivo su tre dimensioni di prestazione: OEE = Disponibilità × Prestazioni × Qualità
Sebbene matematicamente equivalente al metodo semplice, questo calcolo preferito fornisce informazioni più approfondite sulle opportunità di miglioramento specifiche, isolando separatamente i fattori di disponibilità e qualità. Questa visione dettagliata consente di concentrare gli sforzi di miglioramento sulle perdite sottostanti più significative.
Calcolo della disponibilità
La disponibilità misura il tempo di funzionamento delle attrezzature durante la produzione pianificata e viene calcolata in base alla seguente formula: Disponibilità = Tempo di funzionamento / Tempo di produzione pianificato
Dove il tempo di esecuzione è pari al tempo di produzione pianificato meno tutti i tempi di fermo dovuti a guasti alle attrezzature, arresti imprevisti, carenze di materiale e attività di cambio produzione.
Le principali perdite di disponibilità includono:
- Guasti e malfunzionamenti delle apparecchiature
- Tempo di configurazione e cambio formato tra le diverse produzioni
- Carenza di materiali che blocca la produzione
- Fermate programmate per manutenzione ordinaria
Ad esempio, se l'attrezzatura è programmata per 480 minuti ma subisce 60 minuti di inattività: Disponibilità = (480 - 60) ÷ 480 = 87,5%
Calcolo delle prestazioni
Le prestazioni misurano se l'attrezzatura funziona alla massima velocità possibile durante il tempo di produzione effettivo: Prestazioni = (Tempo di ciclo ideale × Conteggio totale) / Tempo di funzionamento
Questo parametro rileva le perdite di prestazioni dovute a cicli lenti, arresti minori e funzionamento a velocità ridotta che impediscono alle apparecchiature di raggiungere la velocità massima. Il calcolo si concentra specificamente sul tempo di produzione effettivo durante l'elaborazione dell'output.
Utilizzando il nostro esempio precedente con 420 minuti di funzionamento che producono 350 unità totali: Prestazioni = (1,2 × 350) ÷ 420 = 420 ÷ 420 = 100%
Calcolo della qualità
Il punteggio di qualità misura la percentuale della produzione che soddisfa gli standard di qualità: Qualità = Conteggio buono / Conteggio totale
Le perdite di qualità derivano da parti difettose, necessità di rilavorazioni e scarti che non contribuiscono al tempo di produzione effettivamente produttivo. Solo le unità conformi che superano il controllo qualità contribuiscono alla produzione effettiva.
Se sono state prodotte 350 unità totali e 330 soddisfano le specifiche: Qualità = 330 ÷ 350 = 94,3%
OEE combinato = 87,5% × 100% × 94,3% = 82,5%
Parametri di riferimento OEE e standard industriali
Comprendere i benchmark del settore aiuta a contestualizzare le prestazioni metriche dell'OEE e a fissare obiettivi di miglioramento realistici. Tuttavia, il benchmark comunemente citato "l'85% è di livello mondiale" semplifica eccessivamente la complessità dei diversi ambienti di produzione e dovrebbe essere applicato con cautela.
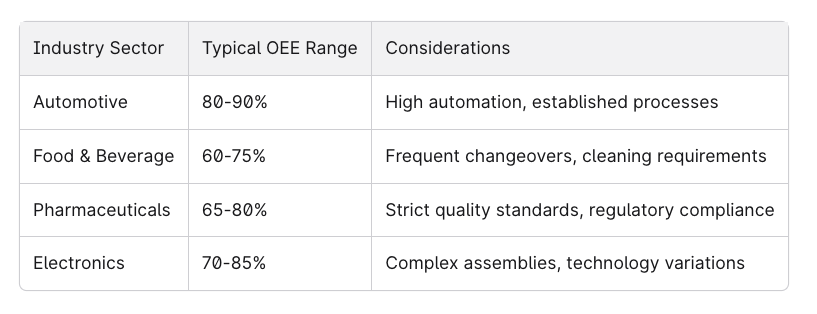
La realtà è che le prestazioni di livello mondiale variano in modo significativo a seconda del contesto industriale, del tipo di attrezzature e dei requisiti operativi. Un produttore farmaceutico che raggiunge un OEE del 75% mantenendo rigorosi standard di qualità può dimostrare prestazioni superiori rispetto a uno stabilimento automobilistico con un OEE dell'85% e processi più semplici.

Gli standard internazionali forniscono indicazioni più sfumate:
- La norma ISO 22400-2:2014 stabilisce le definizioni degli indicatori chiave di prestazione per la gestione delle operazioni di produzione.
- VDI 3423:2011-08 fornisce gli standard ingegneristici tedeschi per la metodologia di misurazione dell'OEE.
Anziché puntare a parametri di riferimento arbitrari, le aziende di successo si concentrano su tendenze di miglioramento continuo e sulla personalizzazione delle metriche OEE specifiche dell'azienda, che riflettono le loro applicazioni di produzione e i loro obiettivi aziendali unici.
OEE nella produzione snella e nel miglioramento continuo
L'efficacia complessiva delle attrezzature costituisce un indicatore chiave di prestazione fondamentale nelle iniziative di produzione snella, supportando direttamente l'eliminazione sistematica degli sprechi durante tutto il processo produttivo. Questo parametro è perfettamente in linea con i principi della produzione snella, poiché identifica e quantifica gli otto tipi di sprechi che riducono l'efficienza produttiva.
OEE rivela sei tipi principali di perdite che impediscono prestazioni di produzione ottimali:
Perdite di disponibilità:
- Guasti e malfunzionamenti delle apparecchiature
- Tempo di configurazione e cambio tra i prodotti
Perdite di prestazioni:
- Soste brevi e funzionamento al minimo delle apparecchiature
- Cicli lenti e funzionamento a velocità ridotta
Perdite di qualità:
- Prodotti difettosi che richiedono una rilavorazione
- Rottami che non soddisfano gli standard di qualità
Questo framework si integra perfettamente con i programmi di manutenzione produttiva totale (TPM), in cui i dati OEE guidano le strategie di manutenzione predittiva e i miglioramenti dell'affidabilità delle apparecchiature. I team di produzione utilizzano i dati OEE per stabilire le priorità delle attività di manutenzione, ottimizzare le procedure di cambio e implementare processi standardizzati che riducono la variabilità.
Prestazioni effettive totali delle apparecchiature (TEEP)
Mentre l'OEE misura l'efficacia durante il tempo di produzione pianificato, il Total Effective Equipment Performance (TEEP) offre una prospettiva più ampia misurando le prestazioni rispetto al totale delle ore di calendario anziché semplicemente al tempo di produzione pianificato.
TEEP = Fattore di carico × OEE
Dove Fattore di carico = Tempo di produzione pianificato / Tempo disponibile
Il calcolo del TEEP include tutto il tempo disponibile (24 ore al giorno, 365 giorni all'anno) fornendo un quadro completo dell'utilizzo delle attrezzature per la pianificazione della capacità e le decisioni di investimento di capitale. Un punteggio TEEP del 100% significa che le attrezzature funzionano al 100% dell'OEE in modo continuo, 24 ore su 24, 7 giorni su 7, 365 giorni all'anno.
Questa metrica ampliata si rivela particolarmente utile per:
- Valutazione dell'utilizzo della capacità su più turni
- Prendere decisioni di investimento di capitale basate sui dati
- Confronto dell'efficacia delle attrezzature in diversi programmi operativi
- Identificare le opportunità per estendere il tempo di produzione effettivo
Metodi di raccolta dati per l'OEE
Una misurazione accurata dell'OEE dipende dall'affidabilità dell'elaborazione dei dati provenienti da fonti disparate durante tutto il processo di produzione. Il metodo scelto per la raccolta dei dati influisce in modo significativo sia sull'accuratezza dei risultati che sulla sostenibilità degli sforzi di miglioramento.
Raccolta manuale dei dati
Gli operatori registrano manualmente i conteggi di produzione, gli eventi di fermo macchina e i parametri di qualità utilizzando moduli cartacei o tablet digitali. Questo approccio offre diversi vantaggi:
- Elevato coinvolgimento degli operatori e consapevolezza dei concetti OEE
- Contesto dettagliato sulle cause dei tempi di inattività e sui problemi operativi
- Requisiti di investimento iniziale in tecnologia inferiori
- Flessibilità nell'acquisizione di situazioni produttive uniche
Tuttavia, la raccolta manuale presenta alcune difficoltà in termini di accuratezza, tempo richiesto e uniformità tra i diversi turni e operatori. Il processo richiede una formazione approfondita e una disciplina costante per mantenere la qualità dei dati.
Raccolta dati semiautomatica
Questo approccio ibrido combina i dati del sistema automatizzato con i contributi degli operatori per il contesto e la verifica. I sistemi di esecuzione della produzione (MES) acquisiscono automaticamente i conteggi di produzione e i tempi di ciclo, mentre gli operatori forniscono le ragioni dei tempi di inattività e le valutazioni di qualità.
I sistemi semiautomatici bilanciano i vantaggi dell'automazione con l'intuito umano, migliorando in genere l'accuratezza dei dati e mantenendo al contempo la consapevolezza operativa. Questo metodo funziona particolarmente bene durante le implementazioni iniziali dell'OEE prima della completa automazione.
Raccolta automatica dei dati
Gli ambienti di produzione avanzati sfruttano software specializzati e dispositivi Industrial Internet of Things (IoT) per acquisire automaticamente dati in tempo reale. I sensori monitorano lo stato delle apparecchiature, i conteggi di produzione, i tempi di ciclo e i parametri di qualità senza intervento manuale.

Offerte di raccolta automatica:
- Monitoraggio continuo senza carico di lavoro per l'operatore
- Accuratezza dei dati costante in tutti i turni
- Avvisi in tempo reale e monitoraggio delle prestazioni
- Integrazione con sistemi di manutenzione predittiva
- Dati storici completi per l'analisi delle tendenze
La sfida consiste nel garantire che i sensori riflettano accuratamente gli eventi di produzione effettivi e nel collegare fonti di dati disparate in sistemi di reporting OEE coerenti. Con Matixè possibile integrare perfettamente questi flussi di dati e ottenere il risultato desiderato di una misurazione precisa e in tempo reale dell'efficacia complessiva delle attrezzature.
Sfide comuni nell'implementazione dell'OEE
Per implementare con successo la misurazione dell'OEE è necessario superare diversi ostacoli comuni che possono comprometterne l'accuratezza e l'adozione. Comprendere queste sfide aiuta le organizzazioni a sviluppare strategie di implementazione più efficaci.
Confusione terminologica e di misurazione
Molte organizzazioni hanno difficoltà a distinguere tra "efficacia" ed "efficienza" quando implementano l'OEE. L'efficacia delle attrezzature misura la produzione rispetto al potenziale durante il tempo di produzione pianificato, mentre l'efficienza in genere confronta le risorse impiegate con i risultati ottenuti. Questa confusione può portare a calcoli errati e a iniziative di miglioramento non allineate.
Problemi relativi al rilevamento della qualità e alla temporizzazione
La misurazione della perdita di qualità diventa complessa quando i difetti vengono individuati a valle dell'apparecchiatura che li ha causati. Ad esempio, i componenti difettosi individuati durante l'ispezione finale potrebbero avere origine in fasi di produzione precedenti, rendendo difficile attribuire le perdite di qualità all'apparecchiatura o al processo appropriato.
Un'implementazione efficace dell'OEE richiede procedure chiare per:
- Attribuire i problemi di qualità alle cause primarie delle apparecchiature
- Gestione delle attività di rilavorazione e riparazione
- Gestione dei dati di qualità quando l'ispezione avviene in diverse fasi della produzione
Impatto del passaggio e della manutenzione
Le organizzazioni spesso hanno difficoltà a gestire le interruzioni programmate per i cambi di produzione e la manutenzione preventiva nei calcoli dell'OEE. Queste attività necessarie riducono la disponibilità, ma sono essenziali per le prestazioni di produzione a lungo termine.
Le migliori pratiche includono:
- Definizione chiara delle soste pianificate e non pianificate nei calcoli di disponibilità
- Impostazione di soglie di inattività appropriate prima che gli eventi vengano considerati come arresti
- Monitoraggio dell'efficienza del cambio di produzione come obiettivo di miglioramento separato
- Bilanciare l'ottimizzazione dell'OEE con i requisiti di manutenzione
Confronti e benchmarking inappropriati
Confrontare i punteggi OEE di macchine, prodotti o siti produttivi diversi senza considerare il contesto operativo porta a conclusioni fuorvianti. Una linea di confezionamento con frequenti cambi di prodotto avrà naturalmente caratteristiche di disponibilità diverse rispetto a un processo operativo continuo.
Gestione delle apparecchiature interconnesse
Le linee di produzione complesse con apparecchiature interdipendenti devono affrontare condizioni di "carenza" e "blocco" in cui le prestazioni di una macchina influiscono sulle altre. Il calcolo tradizionale dell'OEE può diventare fuorviante quando le apparecchiature si fermano non a causa di guasti propri, ma a causa di vincoli a monte o a valle. I sensori IoT industriali possono migliorare l'OEE consentendo il monitoraggio in tempo reale delle condizioni e una risposta proattiva a tali vincoli.
Queste situazioni richiedono approcci OEE modificati che tengano conto delle interazioni tra le linee e si concentrino sull'efficacia complessiva del sistema piuttosto che sulle prestazioni dei singoli macchinari.
Applicazioni OEE moderne e integrazione tecnologica
La produzione contemporanea sfrutta tecnologie avanzate per migliorare la misurazione tradizionale dell'OEE e creare nuove opportunità di miglioramento. Queste innovazioni trasformano l'OEE da uno strumento di reporting retrospettivo a un sistema proattivo di intelligence di produzione.
IoT industriale e monitoraggio in tempo reale
L'integrazione dell'Internet delle cose (IoT) industriale consente una raccolta dati continua e automatizzata che fornisce dati in tempo reale sulle prestazioni delle apparecchiature senza intervento manuale. Sensori intelligenti monitorano vibrazioni, temperatura, pressione e altri parametri che indicano le condizioni delle apparecchiature e le tendenze delle prestazioni.
I moderni sistemi IoT offrono funzionalità di monitoraggio avanzate, come quelle fornite dall'ecosistemaMatix per la manutenzione predittiva:
- Conteggio automatico della produzione tramite monitoraggio delle macchine
- Visibilità in tempo reale dello stato delle apparecchiature in tutti gli stabilimenti di produzione
- Analisi predittiva che prevede i guasti alle apparecchiature prima che si verifichino
- Accesso mobile ai dati OEE per un processo decisionale immediato
Visione artificiale e automazione della qualità
I sistemi di visione artificiale rivoluzionano la misurazione della qualità ispezionando automaticamente i prodotti e identificando i difetti in tempo reale. Questi sistemi migliorano i punteggi di qualità:
- Eliminazione della variabilità dell'ispezione umana
- Rilevamento di difetti che potrebbero sfuggire all'ispezione manuale
- Fornire un feedback immediato per le regolazioni di processo
- Creazione di dati completi sulla qualità per l'analisi delle tendenze
I sistemi di visione si integrano perfettamente con i sistemi di calcolo dell'OEE, aggiornando automaticamente i fattori di qualità man mano che la produzione avanza e consentendo una risposta immediata ai problemi di qualità.
Integrazione della manutenzione predittiva
L'analisi avanzata combina i dati OEE con algoritmi di apprendimento automatico per prevedere i guasti delle apparecchiature e ottimizzare i programmi di manutenzione. Questi sistemi analizzano i modelli di degrado delle prestazioni, le caratteristiche delle vibrazioni e i parametri operativi per prevedere quando gli interventi di manutenzione saranno più efficaci.
I sistemi di manutenzione predittiva migliorano l'OEE attraverso:
- Riduzione dei tempi di inattività non pianificati grazie al rilevamento tempestivo dei guasti
- Ottimizzazione dei tempi di manutenzione per ridurre al minimo l'impatto sulla produzione
- Prolungare la durata delle apparecchiature grazie a una manutenzione proattiva
- Miglioramento dell'efficienza delle fermate programmate attraverso una migliore pianificazione della manutenzione
Analisi basata su cloud e visibilità multisito
Le soluzioni OEE basate su cloud consentono ai produttori di monitorare le prestazioni di più stabilimenti da dashboard centralizzate. Queste piattaforme aggregano dati provenienti da varie fonti e forniscono report standardizzati che facilitano il benchmarking e la condivisione delle best practice.
Le moderne piattaforme di analisi offrono:
- Identificazione automatica delle tendenze e rilevamento delle anomalie
- Dashboard personalizzabili per diversi livelli organizzativi
- Integrazione con i sistemi di pianificazione delle risorse aziendali (ERP) e di esecuzione della produzione (MES)
- Reportistica avanzata che collega le prestazioni OEE ai risultati aziendali
Migliori pratiche per l'implementazione dell'OEE
L'implementazione efficace dell'OEE richiede un approccio sistematico che affronti contemporaneamente tecnologia, processi e cultura. Queste pratiche collaudate aiutano le organizzazioni a evitare le insidie più comuni e a ottenere miglioramenti sostenibili nella produttività manifatturiera.
Inizia con programmi pilota
Iniziare l'implementazione dell'OEE con programmi pilota incentrati sulle attrezzature critiche prima di tentare l'implementazione a livello di struttura. Questo approccio consente ai team di:
- Metodi di raccolta dei dati di prova e convalida dell'accuratezza
- Sviluppare procedure standard per diversi tipi di apparecchiature
- Rafforzare la fiducia e la competenza degli operatori con i concetti OEE
- Dimostrare il valore prima di richiedere un investimento organizzativo più ampio
I programmi pilota dovrebbero concentrarsi sulle apparecchiature il cui tempo di inattività ha un impatto significativo sull'attività aziendale e per le quali la raccolta dei dati può essere standardizzata con relativa facilità.
Formazione e istruzione complete
I programmi di formazione devono affrontare sia gli aspetti tecnici del calcolo dell'OEE sia i cambiamenti culturali necessari per un successo duraturo. Una formazione efficace include:
- Operatori: comprensione dei componenti OEE, raccolta accurata dei dati, identificazione delle opportunità di miglioramento
- Squadre di manutenzione: utilizzo dei dati OEE per stabilire le priorità delle attività, comprensione dell'impatto dell'efficacia delle attrezzature
- Gestione: interpretazione delle tendenze OEE, decisioni relative all'allocazione delle risorse, supporto alle iniziative di miglioramento
La formazione dovrebbe porre l'accento sull'OEE come strumento diagnostico per identificare le opportunità di miglioramento piuttosto che come semplice parametro di valutazione delle prestazioni.
Stabilire procedure chiare per la raccolta dei dati
Le procedure standardizzate garantiscono una raccolta dati coerente e accurata tra i turni, gli operatori e i tipi di attrezzature. Tali procedure devono specificare:
- Assegnazione delle responsabilità per le diverse attività di raccolta dati
- Definizioni delle categorie di downtime e degli standard di qualità
- Protocolli per la gestione di situazioni insolite o interazioni tra apparecchiature
- Calibrazione e convalida regolari dei sistemi automatizzati
Revisione periodica e analisi interfunzionale
I dati OEE acquisiscono valore grazie ad analisi regolari che identificano modelli, tendenze e opportunità di miglioramento. Processi di revisione efficaci includono:
- Riunioni quotidiane incentrate sulle prestazioni OEE del turno precedente
- Riunioni settimanali interfunzionali per analizzare le tendenze e pianificare i miglioramenti
- Revisioni mensili che collegano le prestazioni OEE agli obiettivi aziendali più ampi
- Valutazioni trimestrali dell'efficacia del programma di miglioramento
Bilanciare l'OEE con altri obiettivi aziendali
Sebbene l'ottimizzazione dell'OEE offra vantaggi significativi, deve essere bilanciata con altri obiettivi di produzione quali il controllo dei costi, la flessibilità e la sicurezza. Le organizzazioni dovrebbero:
- Considerare l'impatto sul costo totale quando si perseguono miglioramenti dell'OEE
- Mantenere la flessibilità necessaria per rispondere ai cambiamenti nella domanda dei clienti
- Assicurarsi che gli sforzi di miglioramento non compromettano gli standard di sicurezza
- Collegare i miglioramenti dell'OEE a metriche di performance aziendale più ampie
Massimizzare il successo produttivo attraverso l'eccellenza OEE
L'efficacia complessiva delle attrezzature trasforma le prestazioni di produzione fornendo un quadro completo per misurare e migliorare l'utilizzo delle attrezzature. Questo potente indicatore di prestazione rivela la reale capacità produttiva delle attrezzature di produzione, identificando al contempo opportunità specifiche per ridurre i tempi di inattività, migliorare la qualità e ottimizzare la velocità di produzione.
Il passaggio dalla misurazione di base dell'OEE all'intelligenza produttiva avanzata richiede impegno nel miglioramento continuo, investimenti in tecnologie adeguate e cambiamenti culturali che abbracciano un processo decisionale basato sui dati. Le organizzazioni che implementano con successo l'OEE registrano miglioramenti significativi nella produttività manifatturiera, riduzione dei costi e rafforzamento della posizione competitiva.
La chiave del successo dell'OEE sta nell'iniziare con misurazioni accurate, concentrarsi sulle cause sottostanti piuttosto che solo sui punteggi e mantenere un impegno costante nell'eliminazione degli sprechi durante tutto il processo di produzione.
Iniziate oggi stesso la vostra trasformazione OEE identificando le attrezzature critiche per l'implementazione pilota, stabilendo misurazioni di riferimento e creando i team interfunzionali necessari per trasformare i dati OEE in eccellenza produttiva sostenibile.
Per vedere un esempio reale, dai un'occhiata a questo Matix di studio Matix che mostra come un'azienda internazionale abbia aumentato il proprio OEE del 2% ottenendo il massimo controllo sui propri stampi e supply chain .
Potrebbe piacerti anche
.png)

.png)

MASSIMIZZA L'OEE
I Vostri Stampi, la Nostra Tecnologia
Assumete il controllo delle prestazioni dei vostri strumenti industriali. La nostra demo vi mostrerà come sfruttare i dati in tempo reale, l'analisi predittiva e la gestione completa degli asset per ridurre al minimo i tempi di fermo e massimizzare la produttività.


"Nuova prospettiva sulla produzione degli stampi per guidare le prestazioni verso l’eccellenza operativa."

Emanuele Quarin, Digital industrial operations director